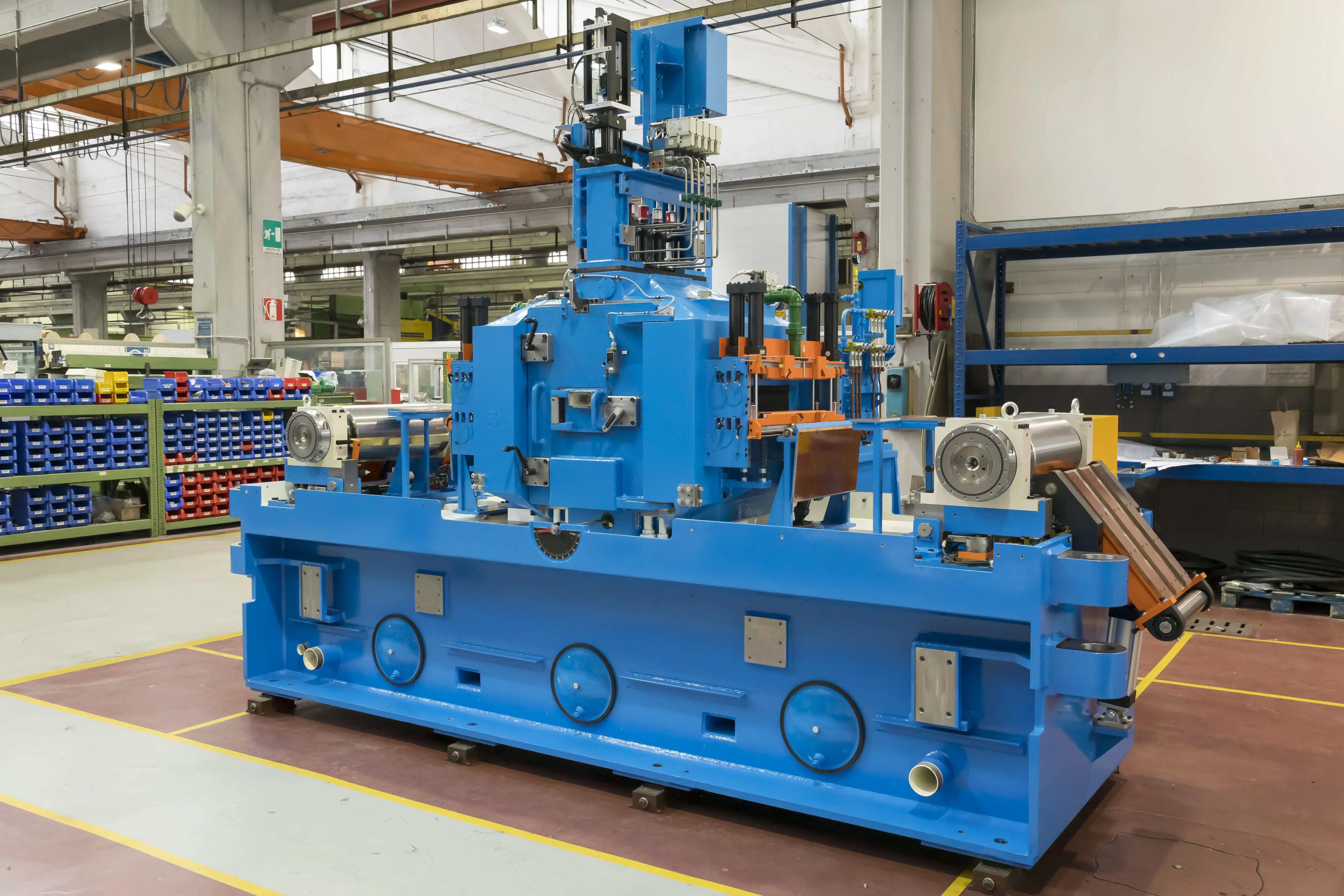
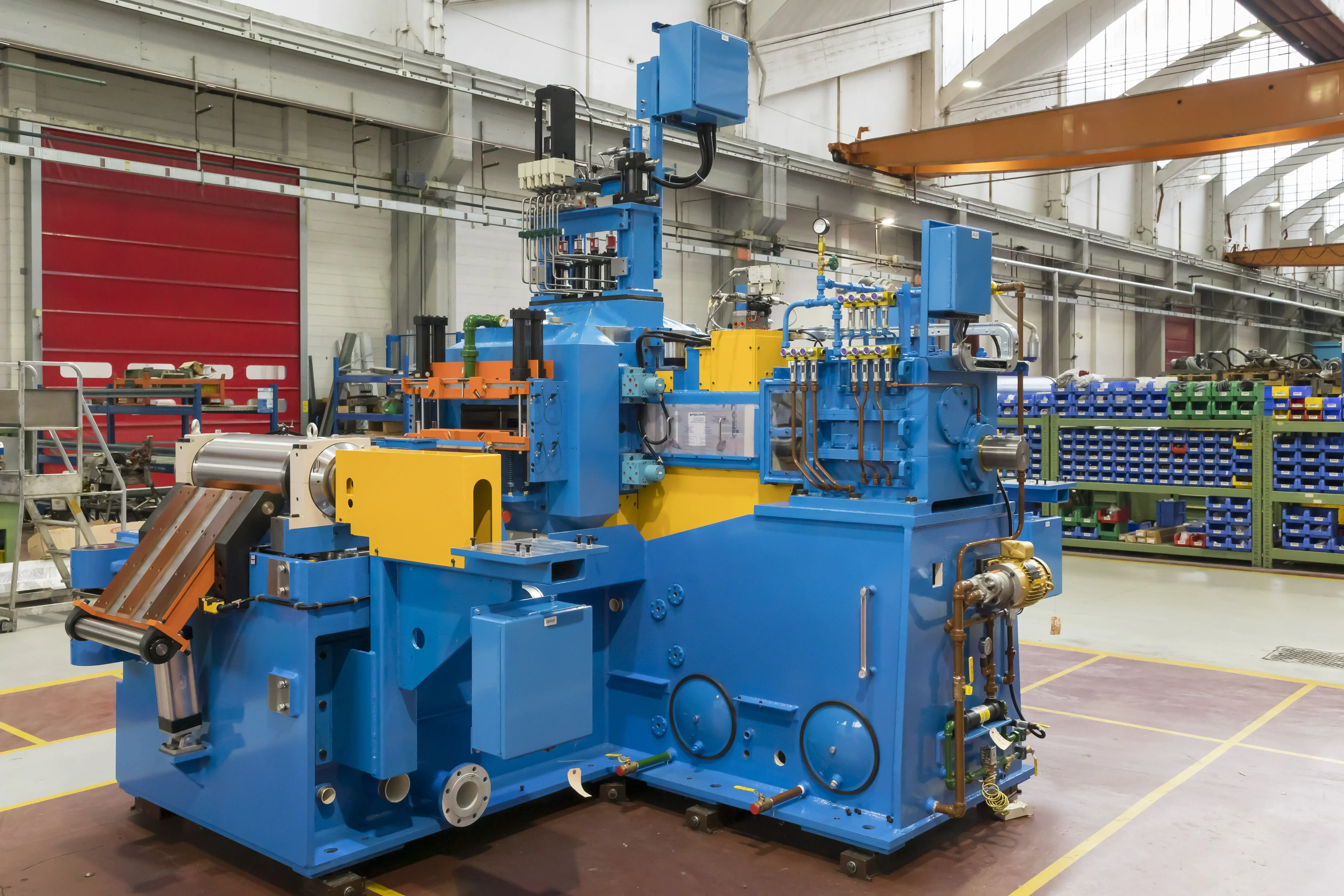
20 Hi Cold Rolling Mill
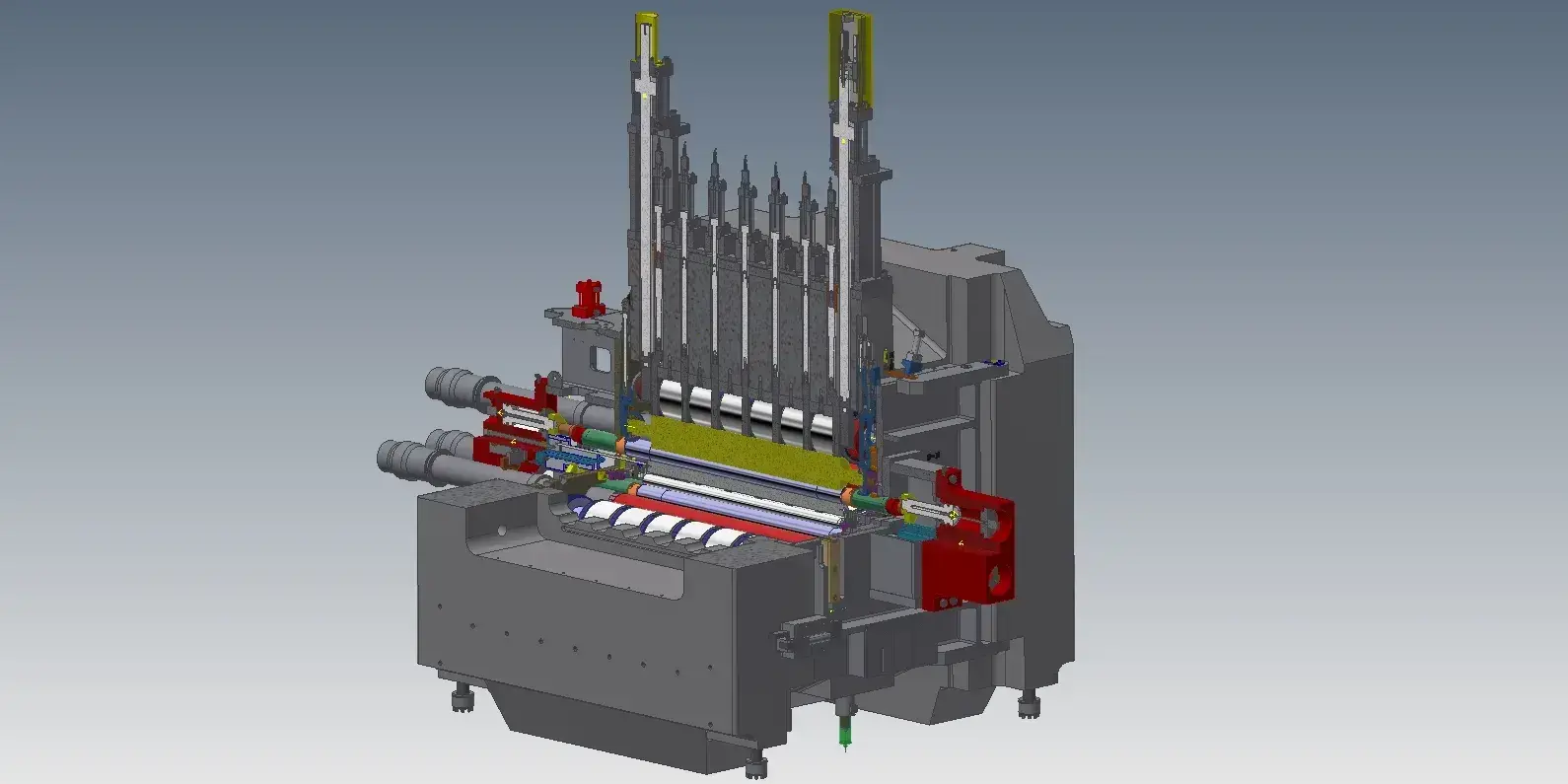
20 High Mills are used for high-speed production of cold rolled strip for both ferrous and nonferrous metals. The system impressive accuracy tolerances deliver performance levels unmatched by traditional mills.
Overview
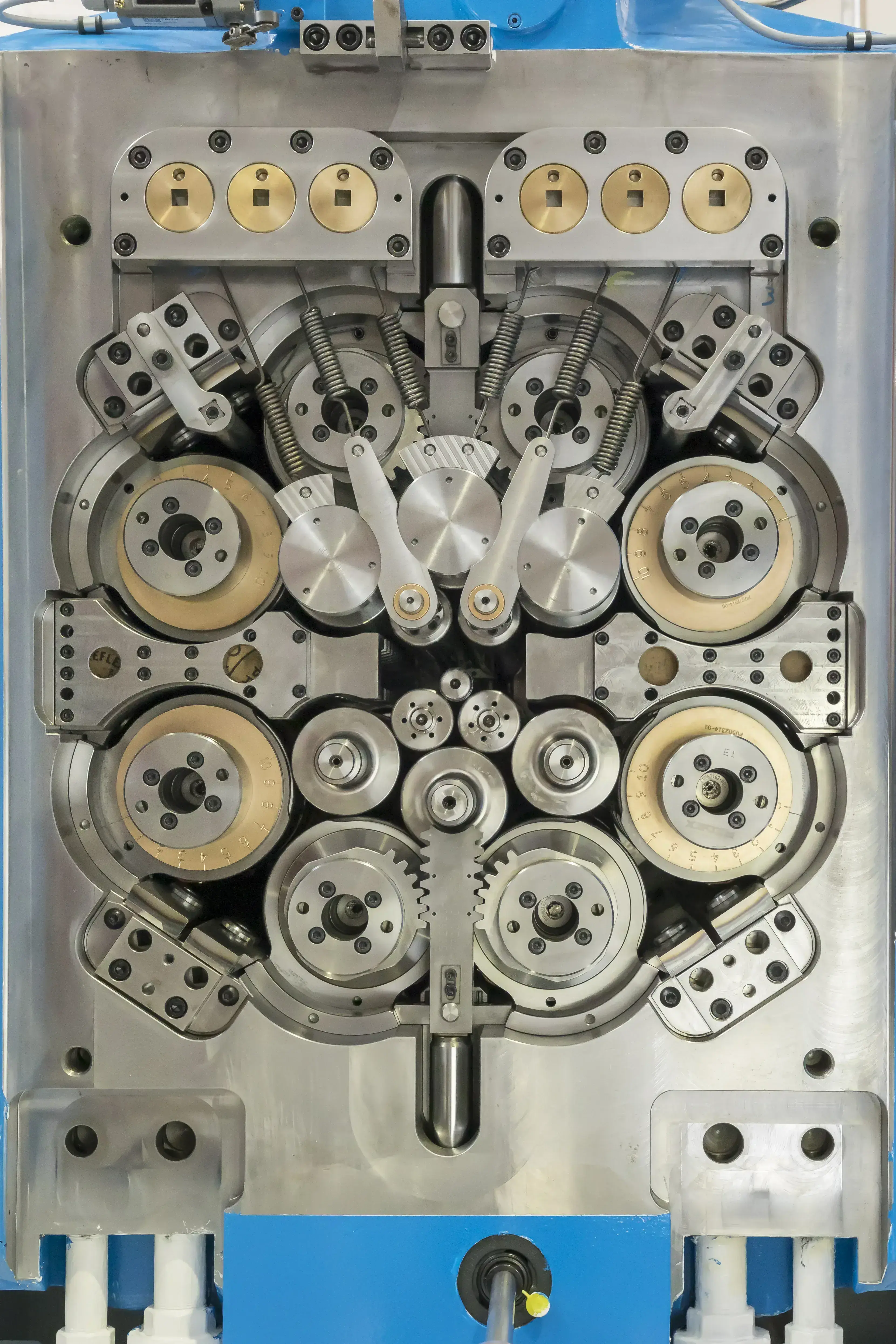
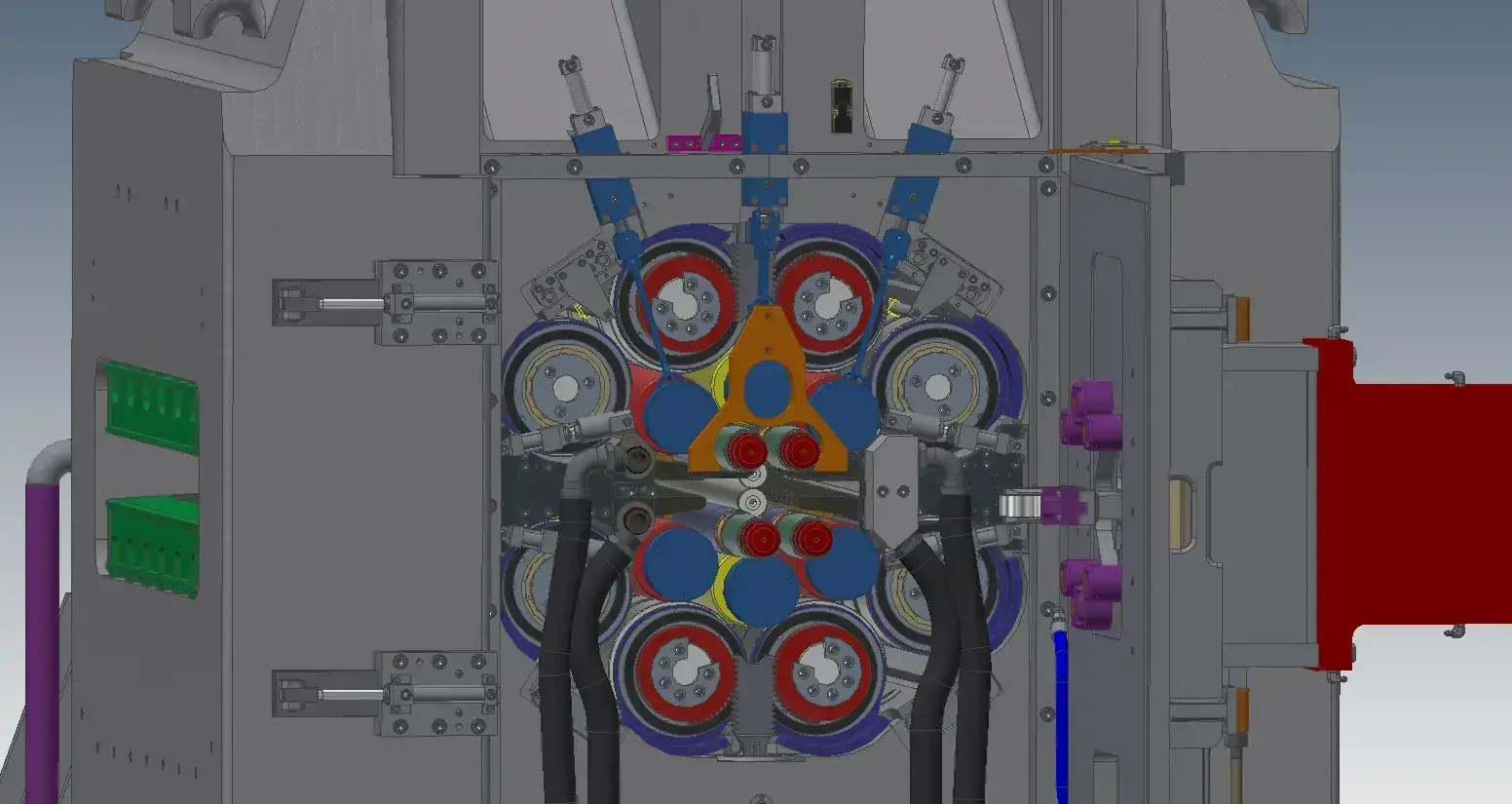
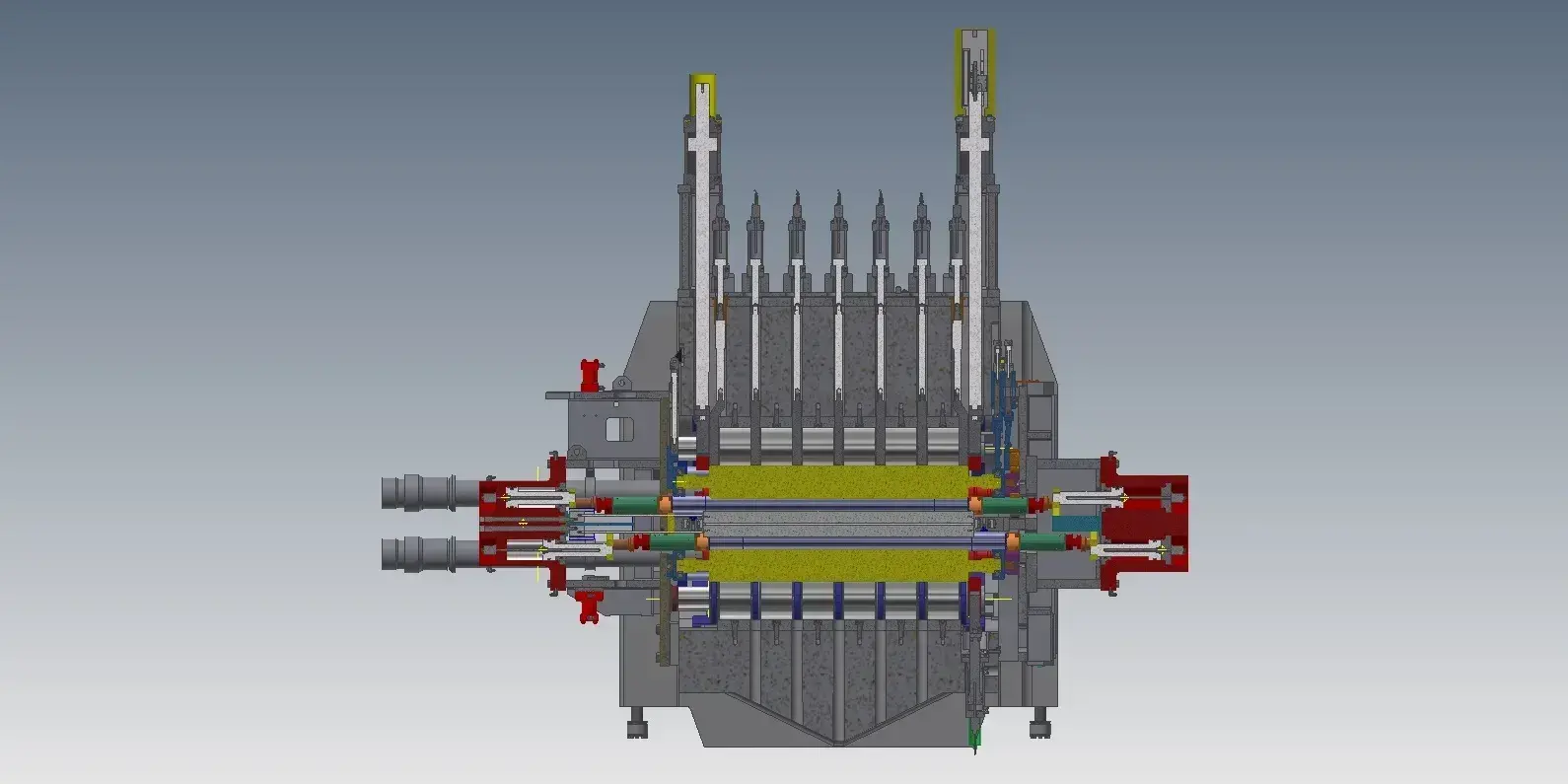
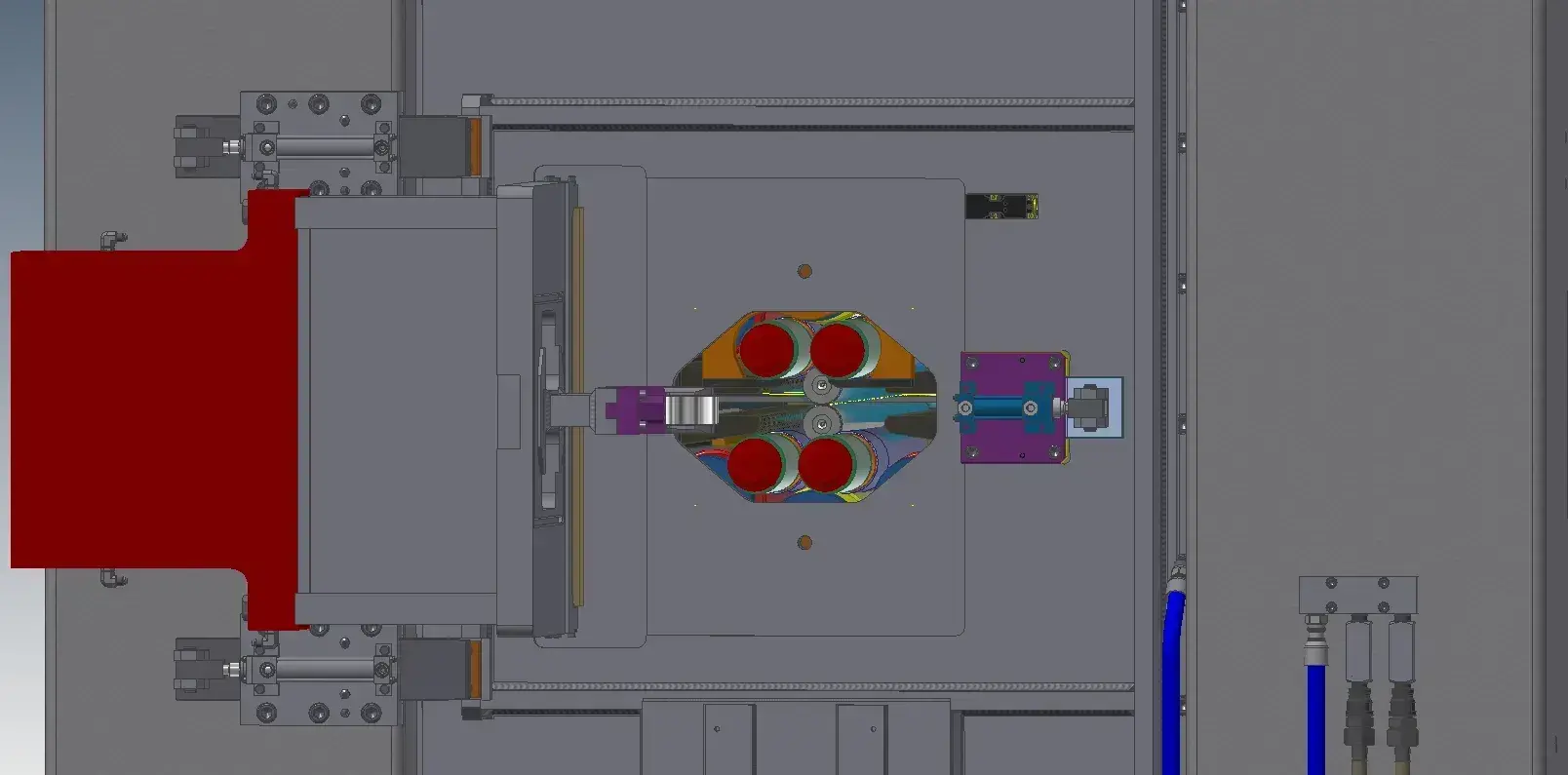
Roll Gap Adjustment is by two hydraulic cylinders mounted on top of the mill housing. The cylinder rods are fitted with gear racks which mesh with and rotate the gear segments mounted on the "B" and “C” backing assemblies.
Dynamic Power Crown Adjustment is included on the backing assemblies to compensate for thickness variations (Shape) across the width of the strip as it is rolled. Actuation is by hydraulic motor with linear encoders at each position (corresponding to the bearing saddles) across the width of the mill. Also, provided are) digital bar graphs for mounting on the operator desk. These bar graphs indicate position of each crown.
First Intermediate Rolls are Laterally Adjustable (both upper and both lower). These rolls have slight tapers at opposite ends, the effective flat position can be varied to control the shape of the strip edges. Lateral adjustment is power operated by hydraulic actuators for the two upper rolls and for the two lower rolls.
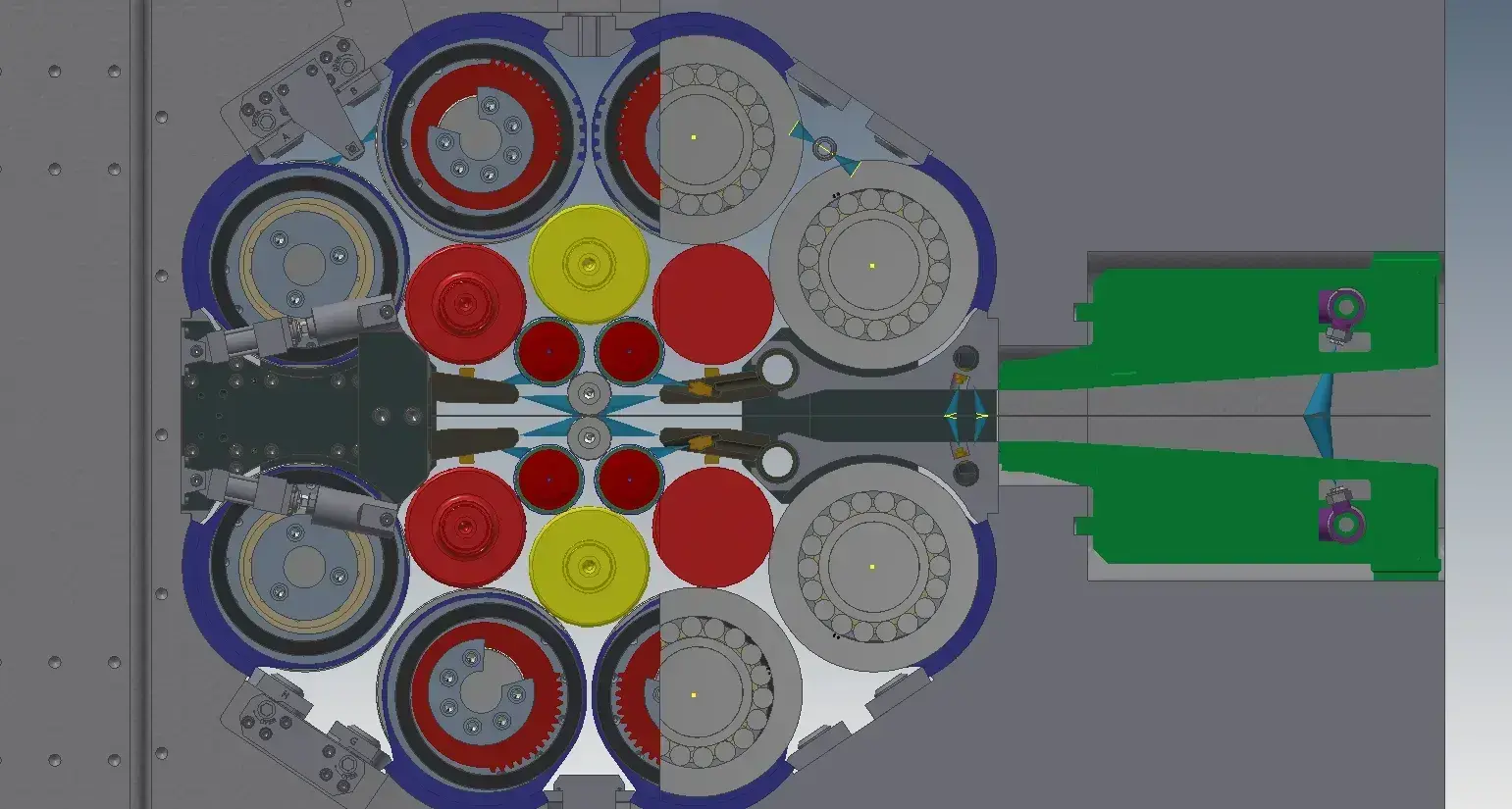
Side Eccentric Rotation of backing assemblies provides adjustment which compensates for all roll sizes., A, D, E and H is by hydraulic motors.
Pass Line Adjustment by the two lower backing shafts, F and G are used to locate the pass line by positioning the lower work roll. This lower screwdown is also hydraulically operated but under "no load" condition.
Related Solutions






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}